Im Gegensatz zur einstufigen Kommissionierung werden bei der zweistufigen Kommissionierung mehrere Aufträge zu einem Gesamtauftrag, einer sogenannten Kommission, gebündelt, artikelorientiert kommissioniert und erst später auftragsorientiert gepackt. Die Verwendung einer nachgeschalteten Sortierinstanz erlaubt eine weitgehende Loslösung vom Auftragsbezug bei der Kommissionierung.
Bei der zweistufigen Kommissionierung werden die Prozesse Entnahme sowie die Zusammenstellung von Kundenaufträgen getrennt voneinander abgewickelt. In der Regel werden für unterschiedlich viele Aufträge gleichzeitig die gesamte Menge eines identisch auftretenden Artikels während der Kommissionierung gepickt – die sogenannte Lagereinheit (Karton oder anderes Behältnis) muss im besten Fall nur einmal angelaufen werden.
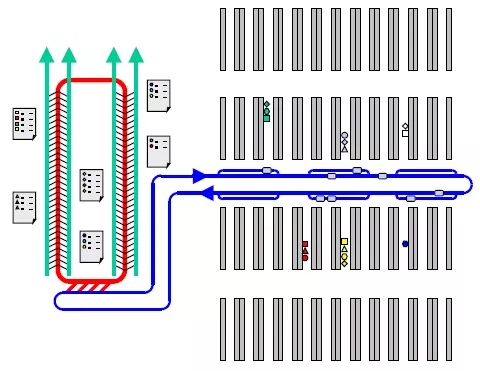
Zweistufige Kommissionierung: 10.000 Artikel in einem Batch keine Seltenheit
Im optimalen Anwendungsfall hat eine mehrstufige Kommissionierung einen deutlich besseren Wirkungsgrad als die einstufige Kommissionierung. In der ersten Stufe werden die Artikel entsprechend des Gesamtauftrages kommissioniert. In einer zweiten oder einer dritten Stufe werden die Artikel des Gesamtauftrages auf die einzelnen Kundenaufträge verteilt. Hierfür kommen in der Regel spezielle Fördersysteme zum Einsatz: sogenannte Sortier- und Verteilanlagen, auch Sorter genannt. Letztere verfügen heutzutage bis zu 800 Rutschen, über die beispielsweise pro Rutsche bis zu fünf Aufträge zum Verpacker befördert werden. Dort werden die einzelnen Artikel den Aufträgen entsprechend zusammengeführt.
Durch den Wegfall des Auftragsbezugs kann der Füllgrad des einzelnen Kommissionierbehälters wesentlich erhöht werden. So waren damals Batches von lediglich bis zu sechs Aufträgen Standard. Heutzutage werden bis zu 10.000 Artikel zu einem Batch gebündelt. Weiterhin entfällt der Zwang, jeden Behälter sequenziell durch das gesamte Lager fahren zu müssen. Die Behälterfrequenzen sinken im einzelnen Lagerbereich stark ab und die Leistungsgrenzen der Fördertechnik werden weniger beansprucht. Die Sortierung auf die einzelnen Aufträge kann entweder über einen vollautomatischen Sorter, wie beispielsweise Linearsorter, oder über eine manuelle Sortier-Kommissionierung an speziellen Sortierplätzen gehandhabt werden.
Der Autor Timm Gudehus setzt bei der Wirtschaftlichkeit des zweistufigen Kommissionierens Folgendes voraus – bei einem hohen Bestellvorkommen:
- Viele Aufträge (mehr als 1.000) mit wenigen Positionen (zwei bis fünf Positionen pro Auftrag).
- Kleine Entnahmemengen (bis zu zehn Warenstücke) bei einem breiten Sortiment ab 10.000 Artikel.
- Aufträge mit vielen Positionen oder einer großen Entnahmemenge.
- Planbarer Auftragseingang, bei schubweisem Versand – bis zu vier verschiedene Versandzyklen pro Tag.
- Greifbare und im Handling leichtes Stückgut beziehungsweise -gewicht.
- Eilaufträge, Bestellungen mit Sonderhandling.
- Hohe Auslastung auf die jeweilige Schicht – mindestens acht Stunden.
Gudehus geht im Buch “Logistik, Grundlagen, Strategien, Anwendungen”, 3., neu bearbeitete Auflage, davon aus, dass die Voraussetzungen für die zweistufige Kommissionierung beispielsweise im Versandhandel und dem Pharmagroßhandel gegeben sind.
Michael ten Hompel und Thorsten Schmidt argumentieren ähnlich. Im Fachbuch “Warehouse Management – Organisation und Steuerung von Lager- und Kommissioniersystemen” setzen beide bei der artikelorientierten Kommissionierung folgende Eigenschaften voraus:
- Gute Förderbarkeit der Entnahmeeinheit mit ähnlichen Dimensionen und Handhabungseigenschaften.
- Rechnergestützte Auftragsaufbereitung und Zusammenführung zur Sortierung der Entnahmeeinheiten und Zuteilung auf Kundenaufträge.
- Ausreichende Verdichtungsmöglichkeit des Auftragseingangs, das heißt, ausreichende Menge an Aufträgen zur sogenannten Stapelbildung mit weitgehend gleicher Priorität.
Um einen besseren Vergleich zur einstufigen Kommissionierung zu erhalten, muss man lediglich die herkömmliche Ablauforganisation beziehungsweise den Aufwand einer einzelnen Kommissionierung betrachten:
- Basiszeit: Übernahme des Auftrags, ggf. sortieren von Belegen, Aufnahme der Behälter, Waren- und Behälterabgabe sowie die Weitergabe oder Bearbeitung von Belegen.
- Greifzeit: Greifen der Ware, heben der Ware, Beförderung oder abstellen der Ware beziehungsweise Entnahmeeinheit.
- Totzeit: Lesen, öffnen von Kartons, suchen und identifizieren von Ware, Kontrolle der Ware und reagieren auf neue Aufträge und ggf. Sonderaufträge.
- Wegzeit: Fahren oder gehen zur/zum Annahmestelle, Entnahmeort und Abgabestelle. Wichtig: Die Wegstrecke kann dabei mehrere Kilometer am Tag betragen. Gut programmierte WMS-Software versucht mittlerweile lange Wegstrecken der Mitarbeiter zu vermeiden.
Für weitere Informationen lesen Sie bitte auch die Auftragsabwicklung sowie die Auftragsdisposition in der Intralogistik.
Teaserbild: tgw-group – Presse
Lagerverwaltung - so einfach wie möglich, so komplex wie nötig
Unser WMS bietet Ihnen eine individuell abgestimmte, schlanke und prozessorientierte Lagerverwaltung.

Also available in English (Englisch)


