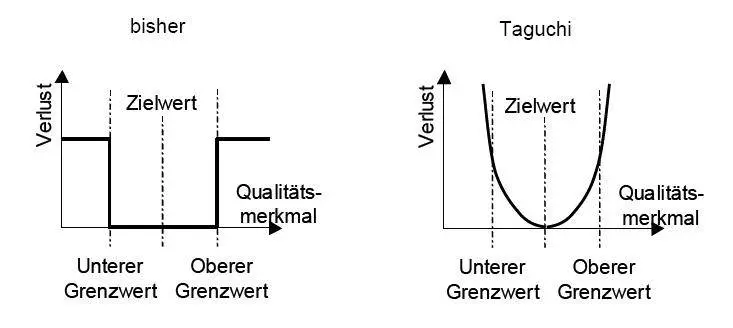
Die Taguchi-Methode findet speziell in der Qualitätskontrolle von Produkten und Prozessabläufen Anwendung. Doch im Gegensatz zu anderen unternehmensspezifischen Qualitätsprüfungen wird die Methode vor der eigentlichen Entwicklung, Herstellung und Auslieferung angewandt; vielmehr während des Gestaltungsprozesses (Produkt- oder Prozessdesign). So wird sichergestellt, dass dank einer sogenannten Taguchi-Verlustfunktion (siehe Grafik), jede Abweichung zum Sollwert, auch wenn die Abweichung innerhalb eines Toleranzbereichs liegt, als Verlust gilt. Fortan wird das Produkt beziehungsweise der Prozess als unfertig markiert und, im schlimmsten Fall, das Produkt- beziehungsweise Prozessdesign erneut angestoßen.
Genichi Taguchi war ein japanischer Ingenieur, der in den 1940er-Jahren die Taguchi-Methode entwickelte. Der auf Qualitätsverbesserung spezialisierte Statistiker rückte mit seiner Versuchsplanung den Kunden in den Fokus; auch weil schon damals hohe Kundenanforderungen hinsichtlich der Auftragsqualität Bestand hatten. Ein Grund, warum Taguchis Qualitätsansatz schon zu Lebzeiten war, dass ausschließlich geprüfte ‚Parameter und Faktoren‘ während der Gestaltung ein Produkt hervorbringen, das robuster und widerstandsfähiger ist als ein Produkt/Prozessdesign mit zulässiger Fehlertoleranz.
Werden Fehlertoleranzen zugelassen, geht die Taguchi-Methode von einem Unternehmenswertverlust aus. Darunter fallen beispielsweise die Kosten für Rücknahmen oder Reparaturen (siehe RMA-Prozess und Retoure); wie auch ein durch die Qualitätsminderung drohender Image-Schaden.
Taguchi-Methode: innere und äußere Felder (Steuer- und Störgrößen)
Die Taguchi-Methode teilt den Produkt-Entwicklungsprozess oder die Prozess-Entwicklung in drei folgende Abschnitte:
- Systemdesign
- Parameterdesign
- Toleranzdesign
Dabei konzentrieren sich die oben genannten Abschnitte auf sogenannte innere und äußere Felder; die sich wiederum in Steuergrößen (inneres Feld) und Störgrößen (äußeres Feld) aufteilen. Steuergrößen sind Parameter, die während der Testphase jederzeit anpassbar sind und grundsätzlich auf das äußere Feld positive oder negative Auswirkungen erzeugen – im besten Fall aber die äußeren Störungen minimieren beziehungsweise eliminieren. Die Störgrößen sind aber nicht veränderbar.
Hinweis: Die Taguchi-Methode tangiert sowohl die Online-Produktion (Herstellung, Transport, Lagerung) als auch, und das ist besonders, das Offline-Design. Die Online-Produktion-Qualitätskontrolle steht für die Prüfung während der Herstellung oder danach. Die Offline-Design-Qualitätskontrolle beginnt stattdessen während der Entwicklung von Produkten und Prozessen. Man spricht auch von der ‚Entwurfsphase unter Berücksichtigung der Taguchi-Methode‘. In dieser Entwurfsphase wird versucht, detaillierte Informationen zusammenzutragen, die im Wesentlichen zwei Fragen beantworten*:
- Welches sind die wichtigsten Einflüsse auf die Funktion eines Produktes oder auf die Leistung eines Prozesses?
- Auf welchen Wert sollten die Einflussgrößen eingestellt oder ausgerichtet werden, um die Funktion eines Produktes oder die Leistung eines Prozesses zu optimieren?
Zusammenfassung Taguchi-Methode
Die Taguchi-Methode wird vornehmlich in der Qualitätskontrolle angewandt und liefert bereits vor der eigentlichen Produktherstellung beziehungsweise dem vorläufigen Prozessdesign detaillierte Informationen über eventuelle Störeinflüsse. Jeder entdeckte Schwachpunkt wird nach Abschluss der Analyse als Unternehmenswertverlust dargestellt. Es gilt: Produkte oder Prozesse mit minimalen Verlustpunkten sind robuster und widerstandsfähiger, als Produkte und Prozesse mit hoher Toleranzgrenze – der Kunde hat somit einen Mehrwert.
*Arbeitsgemeinschaft für Wirtschaftliche Fertigung, Arbeitspapier ‚Methoden zur Problemlösung‘, Seite 15, Verfasser – Tercero Consult Dr. Oliver Wagner
Grafik im Text: Berufsbildende Schule Technik Gewerbe Hauswirtschaft Sozialwesen / BBSTGHS in Bad Kreuznach
Teaserbild: Gemeinfreiheit
Weitere Informationen zum Thema finden Sie unter Product Lifecycle Management sowie unter Produktionswirtschaft.


